Joining current collector and tab lead of lithium-ion batteries | Ultrasonic Metal Welder
- TOP
- Ultrasonic Metal Welding
- Applications of Ultrasonic Metal Welding
- Joining current collector and tab lead of lithium-ion batteries | Ultrasonic Metal Welder
Ultrasonic metal welders are typically used to join the current collector (current-collecting foil) and tab leads of lithium-ion rechargeable batteries (LIBs), although resistance welding and laser welding methods are also available.
One of the challenges of current collector joined the ultrasonic is tearing of foils that occurs when pressure is applied.
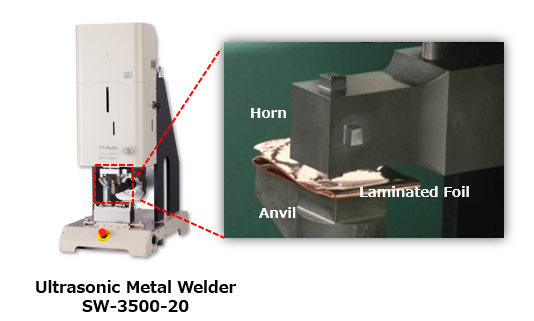
Ultrasonic metal welder SW-3500-20 provides solution to the foil break issue. It improves the yield by the displacement control function to control the height of the horn.
About the current collector
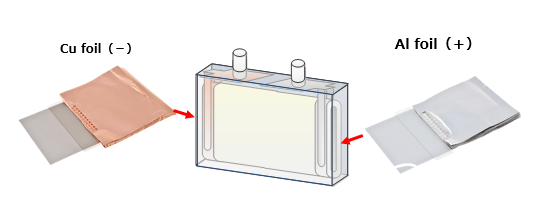
The current collector is a conductor that collects electric current. The electric current extracted from batteries by the current collector is delivered to outside through the tab leads bonded by the ultrasonic.
It is also a pathway for the current to flow from the electrode layer, where the active material is applied, to the tab leads.
The current collector is made by layering foils, so it is also called current collecting foil.
The current collectors are made of aluminum foil for the positive electrode and copper foil for the negative electrode.
About the challenge for joining the current collector
Ultrasonic metal joining is the best joining method for high thermal conductivity material like aluminum and copper.
Ultrasonic metal joining is a process in which oxide films and adhesions are broken and dispersed, and atomic forces act to join metals at low temperatures.
It is especially effective for strong oxide film on aluminum, which is impossible to join by the resistance welding.
Also, reduced electrical resistance is an advantage when a horn is processed to enlarge the bonding area.

The current collector is made of more than 50 layers of thin foils of about 10 to 17 μm.
Extra care must be taken when joining because thickness per sheet is very thin and easily torn.
There are two challenges when joining
- If the press time is shortened to prevent foil breakage, not all foils are joined
- Long press time causes excessive foil deformation and tearing.
Therefore, it is important to join with the optimized press time.
Displacement control functions, which controls the height position of the horn, is effective in preventing the collector from breaking
Ultrasonic metal welder SW-3500-20 has displacement control functions that stops oscillation when a specified height amount is reached.
By using the displacement control function, thin foil can be joined without tearing with optimum press time.
There are two types of displacement controls
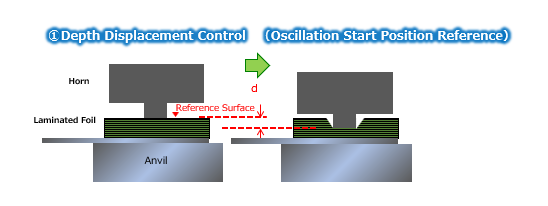
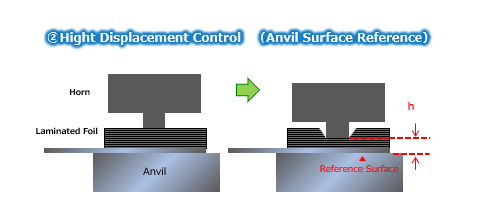
There are two types of displacement controls to choose from. Depth displacement control specifies the crush amount of the workpiece. Height displacement control specifies the finished thickness of the workpiece.
Microns-level precise control is available because a linear scale with a resolution of 1μm is utilized. Even thin foils like the current collectors can be joined without tearing up to 60 foils.
Current collectors of Lithium-ion battery are assembly of thin foils. Joining the foil to the tabs without tearing at the optimum press time is the challenge.
Ultrasonic metal welder SW-3500-20 with the displacement control functions provide solution to join current collectors without tearing.
For detailed specifications, please click here.
Sample Test
We will be pleased to test your sample with our proposed joining method and return it with a report.